封口铝箔结构由热封层、铝箔(明泰可生产的产品)、弱粘层次、纸板弹性体等组成,具有防渗漏、保鲜、防变质、防伪防盗、防潮等作用,主要应用于食品、医药、化妆品、农药、机油、洗涤剂、护发用品、酒类封口垫片等行业。
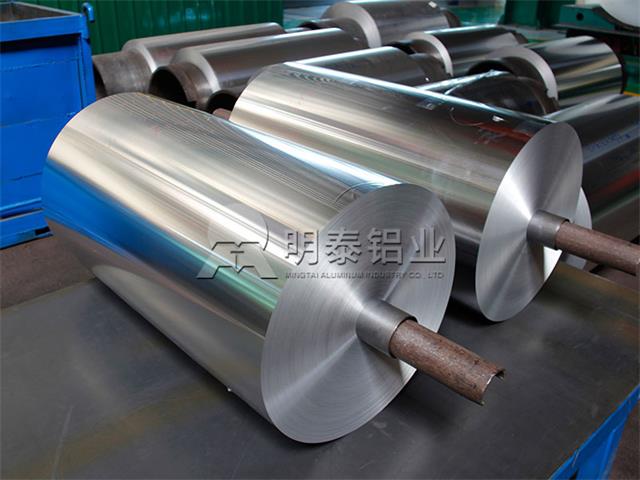
封口铝箔铝箔层可采用8011铝箔。8011铝箔是我明泰铝业的优势产品,公司可根据客户需求进行定制加工,厚度范围0.006-0.2mm,该铝箔主要用于药品包装、食品包装、电缆箔、奶盖料、封口箔等领域。
明泰具有强大的生产能力,为国内外众多企业长期供货。河南明泰是中国上市铝箔材生产厂家,可承接3-2000吨封口铝箔原材料订单,产品质量稳定,全球出口,价格实惠,可放心采购!

明泰铝业8011铝箔产品优势
1、原材料质量优。源头控制产品质量,明泰大型工厂直供,精选铝箔坯料,从源头保证产品品质。
2、设备先进。先进的生产设备,实现对板型和厚度的控制,生产的铝箔产品版型平整。
3、价格公道。明泰铝业是国内大型的铝板带箔生产厂家,直销模式,没有经销商差价。公司靠近原材料产地,产品价格具有很大优势。

 首页
首页 铝板产品
铝板产品 铝材资讯
铝材资讯 铝板应用
铝板应用 铝板问答
铝板问答 服务理念
服务理念 关于明泰
关于明泰 联系明泰
联系明泰

